


家源铸造厂批发铝合金压铸铸件可定做





过厚壁和过薄壁对压铸件质量的影响表现为:如果压铸件的壁厚在设计上过薄,将导致金属熔合不良,直接影响铸件的强度,同时造成成型困难;当壁厚或严重不均匀时,很容易产生S。缩孔和裂纹;另一方面,随着壁厚的增加,铸件中的气孔、气孔等缺陷也会增加。样品会降低铸件的强度,影响铸件的质量。压铸厂如何设计模具
1。确定开模方向、分型面等基本信息
首先,产品应确定其开口方向和分型线,以保证容易脱模,分型线不影响铝合金压铸件的精度和美观。存放铝合金压铸件的环境需要通风和干燥。家源铸造厂铝合金压铸件的钢筋、卡扣、鼓包等结构不应潮湿或靠近水源。结构设计应尽量与开模方向一致,避免抽芯,减少咬口线,延长模具寿命。
2。边坡问题
适当的脱模斜度可避免铝合金表面出现砂眼和波纹。铝合金压铸件应避免与其他化学元素接触,因为与其他化学元素接触会引起铝合金压铸件的变化;其他如铝合金压铸件的变形和断裂也可降低一定的坡度。
3。设计足够的壁厚
为了避免阳光直射,铝是一种活性金属。接触一定温度后容易氧化,但不能太厚。过厚会造成铝合金压铸件冷却时间长、冷却不均匀等问题。
4。足够的钢筋
适当的加强筋可以提高铝合金压铸件的强度,降低变形概率。最好将铝合金压铸件放置在特定位置,以确保铝合金压铸件完好无损,无任何其他变化。
5。合理的圆角和孔不应设计有太多复杂的孔,以便于脱模和批量生产。铝合金压铸件在整个生产过程中不应与水接触。铝合金压铸件遇水易发黑。
6。铝合金压铸件的变形
优化铝合金压铸件的结构,可以有效地提高铸件的钢性,减少变形。压铸机警告尽量避免采用板状结构,合理设置翻边和凹凸结构。设置合理的加强筋。例如,某工厂在车间设计中引入了一条造型线,但其他工业部门选择了国产设备,投入使用后存在两个问题:一是其他工业部门的设备故障率高,严重影响了造型线的开工率,使造型工作顺利进行。线路处于半停状态;二是混砂能力不足,国内混砂机混砂能力实际只能达到额定能力。其中大约一半是根据名义能力设计的,这会导致这种后果。
以铝合金压铸件为例,与厚壁压铸件相比,薄壁压铸件具有较高的强度和较好的致密性。为此,压铸件设计应遵循以下原则:在保证铸件有足够的强度和刚度的前提下,尽量减小壁厚,使壁厚均匀。为了更好地利用造型线,我们必须做好“预防”和“准备”,“预防”是防止问题的出现,“准备”是防止出现压倒性的防御,当问题出现时,我们必须做好尽快解决的准备。但要实现这两点,必须在以下几个方面作出努力。实践证明,铝合金压铸铸件的壁厚设计一般为2.5-4毫米,壁厚超过6毫米的零件不应采用压铸工艺生产。这个车间已经投产三四年了。家源铸造厂已决定对砂处理部门进行改革。目前使用情况良好。
家源铸造厂批发铝合金压铸铸件可定做 欢迎咨询!










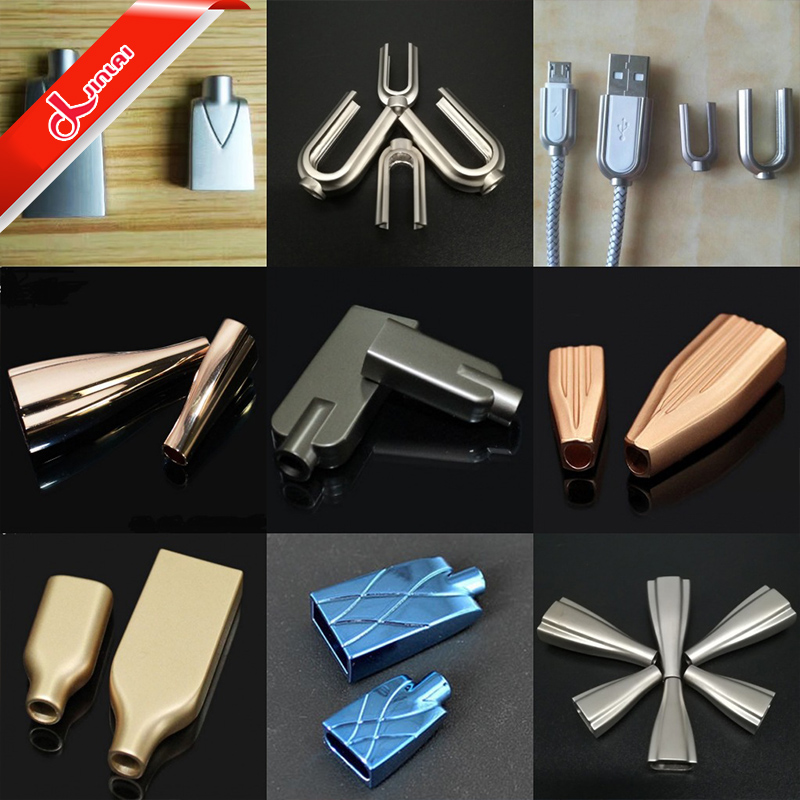
- USB外壳铝合金压铸加工
- 压力铸造压力为几百兆帕(即:在初始速度为0.5 ~ 70m/s时,填充时间非常短,通常为0.01 ~ 0.03s。高压和高速......

- 锌合金压铸 精密铸造 压铸加工 ...
- 通过压铸模具行业本身的努力,压铸模具专业水平在我国已达到世界先进水平,我国不仅成为压铸模具生产国,而......

- 锌合金压铸加工铝合金压铸件电镀...
- 溢流槽和排渣包的规划,依据产品的结构,在模具动模或定模上规划排渣包,假如溢流槽和排渣包的规划以及排渣包......

联系传真:0769-85319799
联系QQ:2355266274
公司地址:东莞市长安镇新安社区增田村榄园路西和顺工业园B栋4号门

