


锌合金压铸加工铝合金压铸件电镀工厂紧密锌压铸电泳喷漆五金加工





溢流槽和排渣包的规划,依据产品的结构,在模具动模或定模上规划排渣包,假如溢流槽和排渣包的规划以及排渣包的规划方位不精确,会影响产品的成型和细密,溢流槽的宽度按产品成型部位的巨细规划,衔接产品深度处为1. 5~2 mm,从溢流到排渣包为斜面5~8b,长度为10~15 mm;渣包巨细依据模具成型外分型面的巨细制作,深度为8~15 mm;渣包外排气槽不要与溢流槽相对,深度由厚变薄,开端为1~1. 5 mm,最薄为0. 3 mm。会集排气的规划和运用:压铸产品无阶梯分型的压铸模具,能够规划会集排气结构,在集渣包外10~15 mm处铣一条加强筋,宽5~8 mm,深5~8 mm,与几个集渣包相连,集渣包排气口也铣一条宽5~8 mm,深5~8 mm的缝隙与加强筋相通,在加强筋处规划顶杆,确保加强筋脱模;在几个集渣包的中心铣一条加强筋宽5~8 mm,深5~8 mm,与排气板相接;在动、定模框上相对处嵌镶块,嵌入模框深度不小于15 mm,宽度不小于80 mm,长度超越模框外15~20 mm;在镶块中心做齿形排气槽,衔接加强筋处做三角形深度2~2. 5 mm,从齿形处开端由1. 5 mm变到0. 5 mm,在齿形排气槽结尾也做三角形,由大到小,在动模镶块小端做一个<6mm的斜通孔排气,动、定模镶块双面空隙从齿形处开端由1. 5 mm变到0. 5 mm;齿形排气槽周边留平面15238压铸2007年我国压铸、揉捏铸造、半固态加工学术年会专刊mm,作封水面;在排气板上做循环冷却体系,确保排气板的温度均匀,铝液不会排出阻塞排气孔.










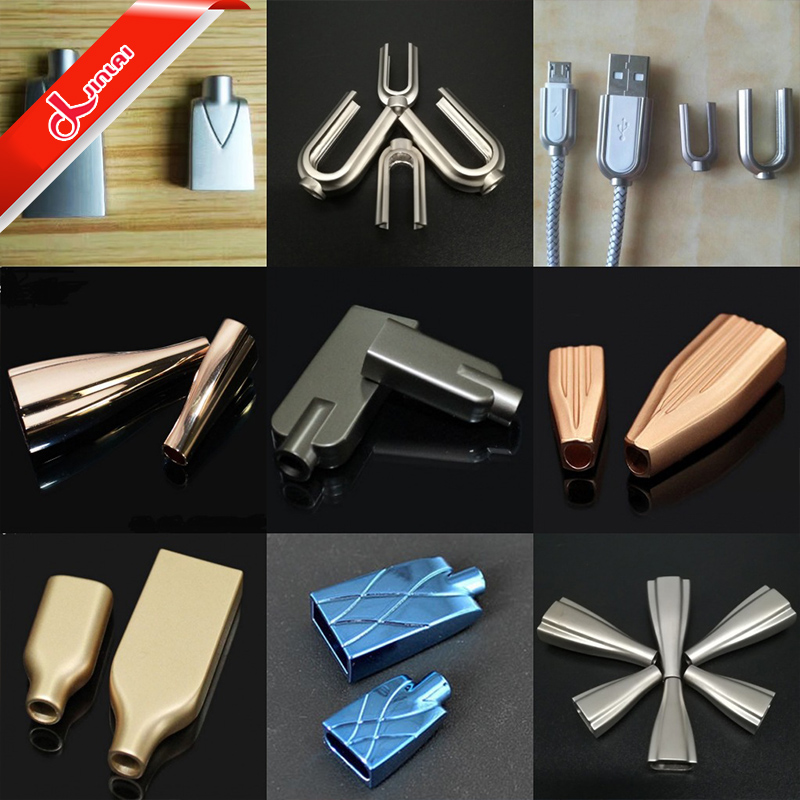
- USB外壳铝合金压铸加工
- 压力铸造压力为几百兆帕(即:在初始速度为0.5 ~ 70m/s时,填充时间非常短,通常为0.01 ~ 0.03s。高压和高速......

- 锌合金压铸 精密铸造 压铸加工 ...
- 通过压铸模具行业本身的努力,压铸模具专业水平在我国已达到世界先进水平,我国不仅成为压铸模具生产国,而......
- 锌合金压铸加工铝合金压铸件电镀...
- 溢流槽和排渣包的规划,依据产品的结构,在模具动模或定模上规划排渣包,假如溢流槽和排渣包的规划以及排渣包......

联系传真:0769-85319799
联系QQ:2355266274
公司地址:东莞市长安镇新安社区增田村榄园路西和顺工业园B栋4号门

