


铝合金压铸厂加工铸造五金配件可定制





由于冷却速度快,压铸件外层晶粒尺寸细小,排列整齐。由于其存在,压铸件的强度较高。如果采用厚壁压铸件,中山压铸件中间层晶粒较厚,容易产生缩松缺陷。随着壁厚的增加,五金配件的力学性能也随之降低,同时增加了数据量和五金配件的成分。由于锌铝合金表面涂层与铝及铝合金基体的粘附性差,锌铝合金表面处理必须经过表面预处理,在铝及铝合金表面形成转化膜。铝合金一般用于要求更严格的压铸件。如果铸件的外观被剥皮,则铸件基本上是废料。
经抛丸处理后,出现大量剥落现象。采用履带式抛丸机,抛丸时间为5分钟。为了便于液态金属的活性和压铸件的成形,防止五金配件和压铸件的应力集中产生裂纹,一般采用国内外设计标准推荐的转角和突变来加强压五金配件壁与壁的连接。过渡凝聚力。可能原因和解决方法如下:
1。铝合金压铸厂模具规划应首先考虑流道规划是否合理,是否会导致铝液回流,不排放气体和熔渣。二是转轮计划充填是否稳定连续。三是模具温度是否合理,规模是否合理。铝合金压铸应考虑四点:1。在结构上;2。压铸件壁厚;浅谈模具
2。深圳锌合金压铸机铝合金压铸产品存在的问题主要应用于电子、汽车、电机及部分通信行业。当然,一些仪器的主要用途还是部分。铝合金压铸件跳跃时,应考虑高速和低速两个方向。高速方位角可以适当提前。我们应该一起注意排气问题。拍摄时间可以适当延长。保持时间也可以适当延长。
3。铝合金压铸厂测试释放剂的作用,不仅可以提高涂层的附着性,而且可以提高涂层的耐腐蚀性。铝及铝合金表面处理一般如下:碱洗热水清洗冷水清洗脱氧膜冷水清洗冷水清洗化学变换冷水清洗冷水清洗去离子水清洗排水干燥。不同种类的释放剂会有不同的重点。一些释放剂会强调释放的作用,但会对皮肤产生影响。铝合金五金配件压铸模是在铝合金专用压铸机上完成的一种液态铸造模锻工艺。
4。抛丸过度处理,尽量防止结构的出现,导致模具结构的混乱。为了减少抛丸时间,改变抛丸材料,必须采用多抽芯或螺旋抽芯的方法。
铝合金压铸厂在液态金属铸造低速或高速充型压铸模的型腔中,该模具有可移动的型腔表面。它与液态金属冷却过程在压力下锻造,不仅消除了坯料的收缩缺陷,而且使坯料内部结构达到锻造的破碎颗粒。考虑到铝合金压铸件的壁厚问题,壁厚之间的距离将极大地影响充填。坯料的综合力学性能得到显著改善。
锌铝压铸模是压铸生产的三大要素之一。
铝合金压铸厂在设计模具时,我们应该考虑模具的问题。如果在不同方向上有多个抽芯位置,应尽可能将其放在两端,最好不要放在下抽芯位置。所谓压铸工艺就是将这三个因素有机地利用起来,使压铸件能够以稳定有效的方式产生外观、内部质量和尺寸。图纸或协议要求的合格铸件,甚至高质量五金配件。有些压铸件可能对外观有特殊要求,例如用坚固耐用的喷嘴制造的注塑模具。
铝合金压铸厂加工铸造五金配件可定制 欢迎咨询!










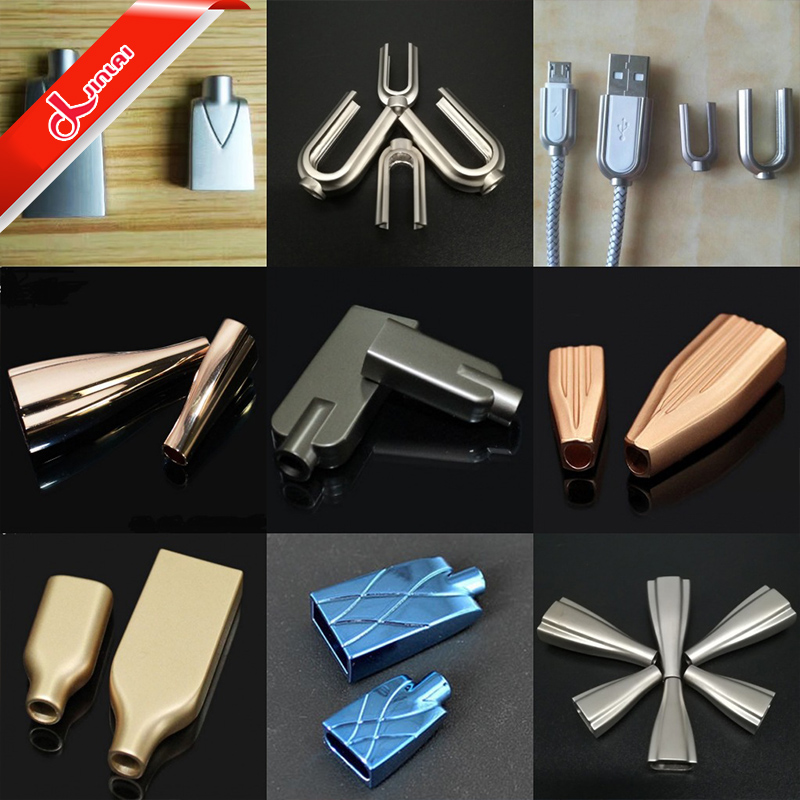
- USB外壳铝合金压铸加工
- 压力铸造压力为几百兆帕(即:在初始速度为0.5 ~ 70m/s时,填充时间非常短,通常为0.01 ~ 0.03s。高压和高速......

- 锌合金压铸 精密铸造 压铸加工 ...
- 通过压铸模具行业本身的努力,压铸模具专业水平在我国已达到世界先进水平,我国不仅成为压铸模具生产国,而......

- 锌合金压铸加工铝合金压铸件电镀...
- 溢流槽和排渣包的规划,依据产品的结构,在模具动模或定模上规划排渣包,假如溢流槽和排渣包的规划以及排渣包......

联系传真:0769-85319799
联系QQ:2355266274
公司地址:东莞市长安镇新安社区增田村榄园路西和顺工业园B栋4号门

