


厂家铸造加工铝合金五金配件压铸可定制





随着时间的推移和高新技术的持续发展,出现了大量的铝合金五金配件压铸和铝合金压铸件压铸产品,到目前为止,金属压铸厂的数量一直在不断激增。而模具是正确选择和调整工艺参数的前提,模具设计实质上是压铸生产中可能出现的各种因素的综合反映。如果模具设计合理,实际生产中出现的问题就会少,铸件合格率也会高。虽然人们压铸的选择范围很广,但是市场上铝合金五金配件压铸的质量参差不齐,所以大多数人购买铝合金五金配件压铸带来了很多麻烦。
由于模具材料使用不当,在模具温度较高时,压铸合金容易附着在模具表面。模具太小(或没有模具,或有倒模),模具侧面不均匀(腐蚀、压缩、缺陷等),表面粗糙等,铸件在模具方向被堵塞。在过去,蜡只能通过提高普通化学脱脂剂的温度来去除。该方法时间长,功耗低。现在有专门的除蜡水供应,时间缩短,效果更好。如果应用超声波效果很好。铸件的表面被释放后,由模具从模具和铸件表面显示有条纹的标志模具开的方向,也就是说,疤痕的深腔铸件的宽,深,而疤痕最终模具逐渐小甚至消失,整个表面将拉如果它是认真的。=
(1)铝合金五金配件压铸模具设计制造不正确,模具型腔或型心成型面脱模倾斜度太小或存在背斜,使铸件的脱模阻力很大。对于不需要铸件脱模角的零件,最好将加工余量留给铸件产生脱模角,然后让后续的精加工工序生产出铸件不脱模角的零件。冷:铸件表面粗糙度。常见的现象是冷粒。不满的水。
(2)模芯或模壁在型腔一侧的变形和凸出会影响铸件脱模,在成形表面有擦伤或模具裂纹,也会影响铸件脱模。
模具成形表面太粗糙,或有加工和制造的痕迹,不光滑,或处理,抛光痕迹与脱模方向线,或脱模方向的粗糙度不好,所以坏表面会阻碍铸件脱模,由于射血阻力增加造成的铸件表面抛光或划痕。1毫米,大约0深。约3毫米。裂纹:指粘接模拉裂纹。裂纹。模具温度过低冷裂纹。有收缩裂缝。
如果铝合金五金配件压铸的整体或部分收缩太大,或整个或部分收缩的分布不均衡和不合理,铸件变形,开裂或断裂由于模具的坚持,甚至是铸造将坚持固定模具,或铸造将坚持移动模具顶部和不出来。
通常除蜡水除蜡不除油,但也有化学除油。
铝合金五金配件压铸具有较强的化学活性,化学脱脂液不宜过碱性,否则会腐蚀表面。温度控制在50 ~ 70℃之间,一般为3 ~ 5分钟。市场上供应的产品也有除油除蜡的脱脂剂之一,配合超声波效果非常好。本厂生产的铝合金五金配件压铸具有良好的铸造性能,可压铸形状复杂,薄壁精密件,铸件表面光滑。表面处理:电镀、喷涂、喷漆。熔铸和压铸无吸铁、压模腐蚀、不粘模。收缩:是指铝合金压铸件表面凹凸不平,有凹坑。具有良好的机械性能和室温耐磨性。
(1)铝合金五金配件压铸铸件在固定模上的整体或部分夹紧力大于在移动模上的整体或部分夹紧力,因此铸件在开模过程中会卡死,会出现在固定模上夹紧的现象。
(2)铝合金五金配件压铸的过程中,如果不均匀加载的部分铸件上的移动和固定死,铸造会倾斜,倾斜或倾斜过程中夹紧力高的部分5月固定死坚持固定死。
(3)固定模温度过低或移动模温度过高时,铸件收缩时,固定模上的夹紧力大于移动模上的夹紧力。
厂家铸造加工铝合金五金配件压铸可定制 欢迎咨询!










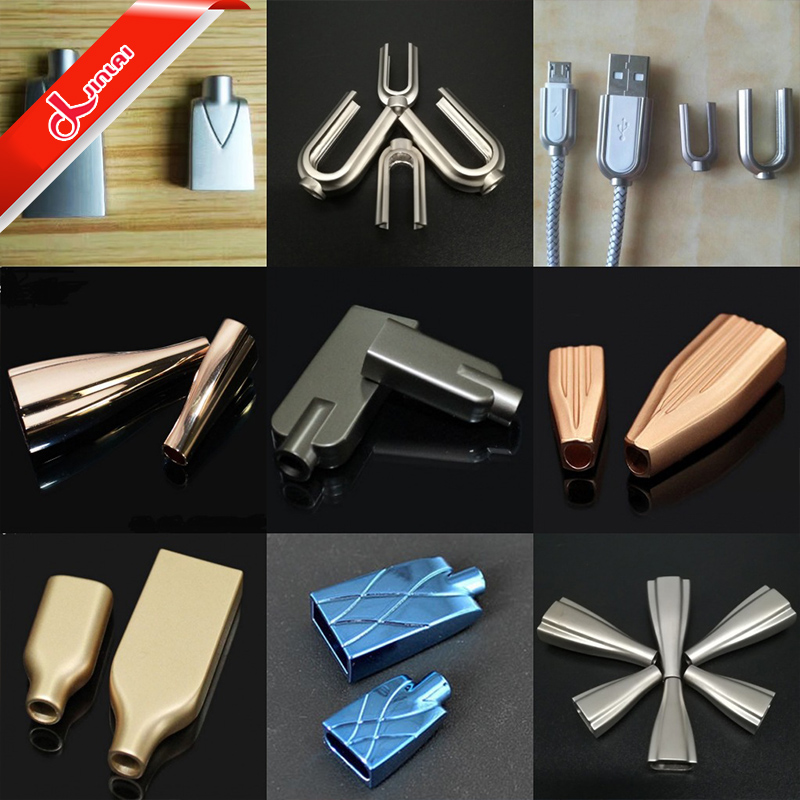
- USB外壳铝合金压铸加工
- 压力铸造压力为几百兆帕(即:在初始速度为0.5 ~ 70m/s时,填充时间非常短,通常为0.01 ~ 0.03s。高压和高速......

- 锌合金压铸 精密铸造 压铸加工 ...
- 通过压铸模具行业本身的努力,压铸模具专业水平在我国已达到世界先进水平,我国不仅成为压铸模具生产国,而......

- 锌合金压铸加工铝合金压铸件电镀...
- 溢流槽和排渣包的规划,依据产品的结构,在模具动模或定模上规划排渣包,假如溢流槽和排渣包的规划以及排渣包......

联系传真:0769-85319799
联系QQ:2355266274
公司地址:东莞市长安镇新安社区增田村榄园路西和顺工业园B栋4号门

