


东莞厂家提供中高端锌合金外壳压铸件可定做





铝合金压铸厂在工业上很常见。据不完全统计,只有一个地方有1000家这样的工厂。主要集中在珠江三角洲和浙江温州。铝合金压铸是一种精密铸造方法。它主要是一种利用高压迫使金属熔化进入复杂金属模具的锻造方法。当然,这类产品也有其自身的优势,使其得到广泛的应用。中高端锌合金外壳压铸件防止淬火裂纹的方法:
(1)中高端锌合金外壳压铸件零件形状的合理设计。尽量采用等效壁厚设计,避免截面形状突变:1。不要将壁厚差大的零件拼成一个,应采用马赛克结构,使每一个零件尽可能相等;应按照维护规定认真进行正常的维护保养。机器长时间停机时,应彻底清洗。所有可移动的摩擦面和加工后没有表面保护的外露区域应涂上防锈剂。(2)重型部件应尽可能设计成空心;(3)必要时应开工艺孔;蓄电池内氮气应释放,电箱等电气部件应特别注意防潮,蓄电池应按有关规定定期通电更换。
铝合金压铸厂生产的铝合金压铸产品在室温下具有较好的力学性能和耐磨性。然而,需要的是,它们不适合在高温或低温下使用,主要是因为它们往往会降低高温下的拉伸强度和低温下的冲击性能。根据浇注系统的不同类型,模具可分为三类:
(1)大喷嘴模:在分型线上,浇道和浇口与产品一起脱模。设计简单,工艺简单,成本低。因此,越来越多的人使用大喷嘴系统来操作。
中高端锌合金外壳压铸件严格控制热处理工艺。(1)应根据零件的尺寸、形状和材料制定正确的热处理工艺规范,合理选择加热速度、温度和时间。(2)应采取完善的温度控制措施,实时掌握零件的真实温度,定期检查温度控制装置,防止因热电偶老化或放置不准确而引起过热。
(2)中高端锌合金外壳压铸件细喷嘴模具:流道和浇口不在分型线上,一般直接在产品上,所以需要设计一套更复杂、更难加工的喷嘴分型线。一般情况下,我们需要根据产品要求选择细喷嘴系统。压铸工艺的特点是:将注射杯内的液态合金高速(流速可达70m/s)高压注入压铸腔。高速、高压和高温合金的状态意味着发生意外事故的可能性。因此,操作人员必须严格遵守安全操作规程,正确维护,既能保护人身和设备的安全,又有利于设备的安全。提高经济效益和中高端锌合金外壳压铸件使用寿命。
(3)中高端锌合金外壳压铸件热流道模具:这种模具的结构与细喷嘴的结构基本相同。最大的区别是转轮在一个或多个恒温的热流道板和热吸盘中。无冷料脱模,浇道和浇口直接在产品上。因此,转轮不需要脱模。该系统也被称为无喷嘴系统,它可以节省原材料,适用于原材料更昂贵,产品要求更高的情况。回火裂纹是指淬火钢马氏体零件结构的膨胀,它首先在100℃左右收缩,此时,如果淬火零件被迅速加热,中高端锌合金外壳压铸件零件表面会收缩,而内部会膨胀,导致开裂。防止这种裂纹的措施是在零件加热到300℃之前不要快速加热。我们常用的热流道系统有两种形式:单点热流道和多点热流道。单点热浇口是用单热浇口套将熔融塑料直接注入型腔,适用于单腔体和单浇口塑料模具;多点热浇口是用热浇口板将熔融材料分为每一支热浇口套,然后进入型腔。适用于单腔多点送料或多腔模具。
东莞厂家提供中高端锌合金外壳压铸件可定做 欢迎咨询!










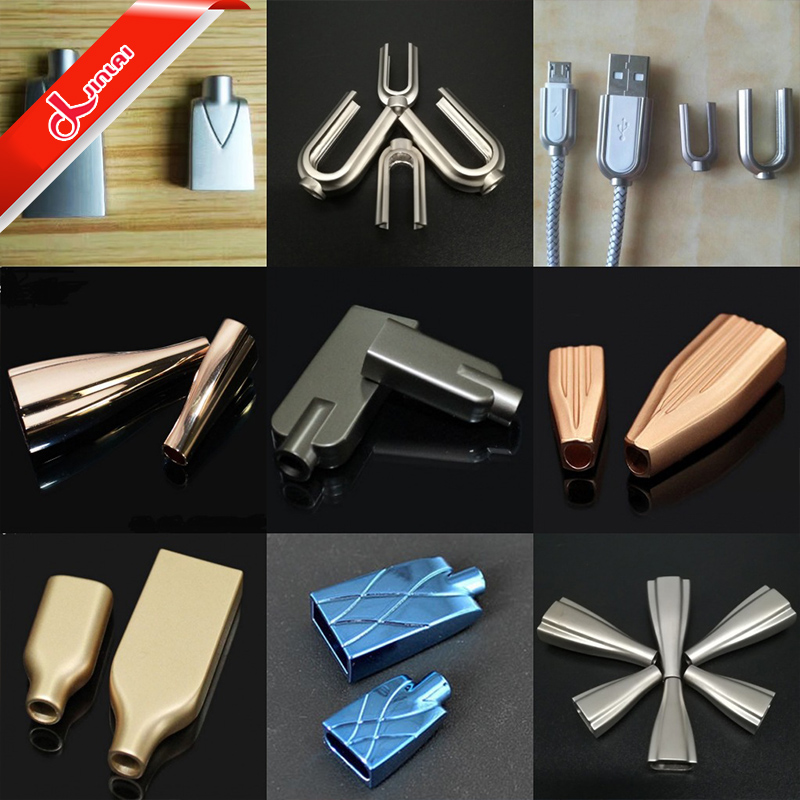
- USB外壳铝合金压铸加工
- 压力铸造压力为几百兆帕(即:在初始速度为0.5 ~ 70m/s时,填充时间非常短,通常为0.01 ~ 0.03s。高压和高速......

- 锌合金压铸 精密铸造 压铸加工 ...
- 通过压铸模具行业本身的努力,压铸模具专业水平在我国已达到世界先进水平,我国不仅成为压铸模具生产国,而......

- 锌合金压铸加工铝合金压铸件电镀...
- 溢流槽和排渣包的规划,依据产品的结构,在模具动模或定模上规划排渣包,假如溢流槽和排渣包的规划以及排渣包......

联系传真:0769-85319799
联系QQ:2355266274
公司地址:东莞市长安镇新安社区增田村榄园路西和顺工业园B栋4号门

