


供应铝合金外壳高压压铸铸件可定制





近年来,随着铝合金压铸市场规模的不断扩大,铝合金压铸近年来发展迅速。铝合金压铸生产企业:非金属硬点不是一些特点,而是铝合金外壳高压压铸铸件产品的一些质量问题。本文将详细介绍非金属硬点的特点、检验方法、产生原因及解决办法。在目前市场形势良好的情况下,是否会受到某些因素的制约,这也是许多业内人士所重视的问题。时间统一加工是现代金属加工技术中发展迅速的一种铸造方法。它具有效率高、机械强度高、工艺简单的特点。压铸锌合金,它也是一种压铸,另一侧的铝合金压铸厂为我们介绍了压铸的常识,那么具体介绍什么呢?安全规范的零件供应商每个压铸厂都应该找到一个合格、稳定、快速规范的零件供应商。
铝合金外壳高压压铸铸件生产过程中应考虑以下问题:
1。分析涂层产生的气体。首先,对涂层的性能进行了分析。如果出气率较大,将直接影响铸件的气孔率。看喷涂过程,如果使用过多,会造成其它挥发过大,造成润滑油冲头过多,或烧损。开启时间与输出功率直接相关。在保证产量和质量的前提下,尽量缩短开闸时间,将大大提高生产能力。
铝合金外壳高压压铸铸件在机械加工过程中或经加工后,经外观检查或金相检验,发现铸件上有较金属基体硬度高的细颗粒或块状物,严重磨损工具,显示出缺陷。处理后的参考亮度。压铸锌合金生产中的注意事项
2。检查有无尖角或死角,液态金属在浇注系统中流动是否顺畅、干净,是否有涡流和分离现象。
3。溢流槽和排气槽的位置是否正确,是否很大,是否会堵塞,气体能否有效、平稳地排出?
4。考虑到铸造系统的横截面积是否有任何变化,这些都是相关压铸制造商的特点。
a.材料选用优质铝合金外壳高压压铸铸件。合金锭在储存过程中应清洁干燥。在潮湿环境中不宜长期保存,否则会产生白锈,从而增加金属的消耗。
b.注意再生料配比,不得超过50%,一般为新料:旧料为70:30。
c.重新加热喷嘴材料时,温度不应超过430 C,以防止铝和镁的损失。
d.电镀废料和金属废料,熔炼炉应单独进行,不得与其它产品混合。
产生这种现象的原因是,合金液表面混入了氧化物,铝合金与炉衬的反应,金属材料中嵌入了异物和夹杂物等。
5。铝合金外壳高压压铸铸件气孔的解决方案。首先,找出气孔产生的原因,并采取相应的措施。首先应使用干净、干燥的合金,控制好熔化温度,不要太热,然后进行脱气处理,合理选择压铸工艺参数,特别是注射速度。调整高速切换的起始点。
6。具有良好的选择性和喷涂量控制的涂料。顺序装填有利于腔中气体的排出,转轮和转轮的长度足以保证液态合金的顺利流动。
气体有机会释放。
面对非金属硬点,铝合金外壳高压压铸铸件生产企业在铸造过程中不能将合金液表面的氧化物包入其中;在铁坩埚表面去除氧化物后,可以涂上一些油漆,及时清理炉壁和炉底的残留物;定期清除S等工具上的氧化物。使用不与铝反应的衬里材料,并在生产前对其进行净化。金属材料等。
供应铝合金外壳高压压铸铸件可定制 欢迎咨询!










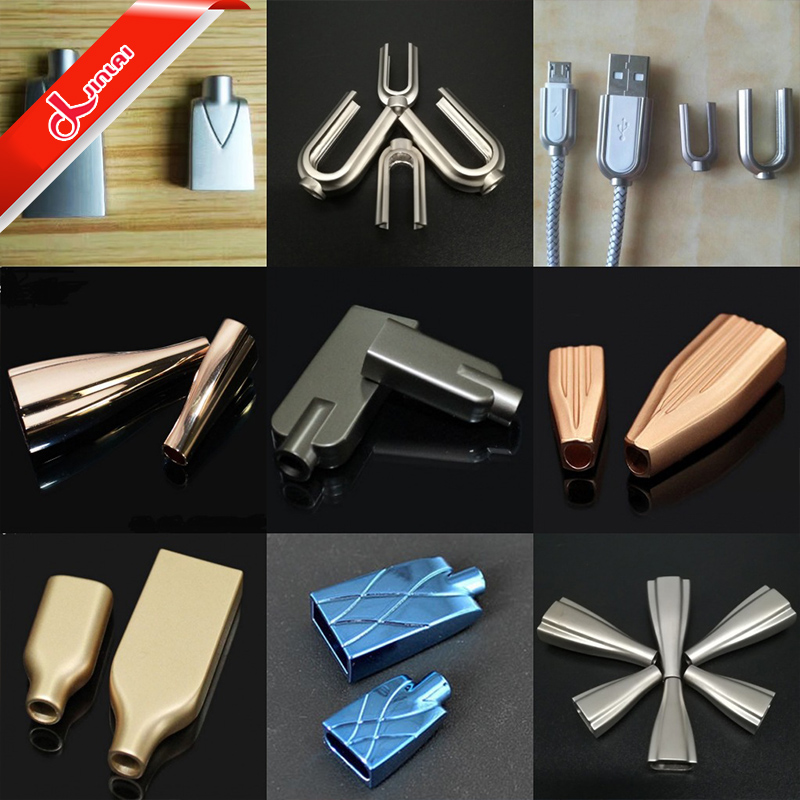
- USB外壳铝合金压铸加工
- 压力铸造压力为几百兆帕(即:在初始速度为0.5 ~ 70m/s时,填充时间非常短,通常为0.01 ~ 0.03s。高压和高速......

- 锌合金压铸 精密铸造 压铸加工 ...
- 通过压铸模具行业本身的努力,压铸模具专业水平在我国已达到世界先进水平,我国不仅成为压铸模具生产国,而......

- 锌合金压铸加工铝合金压铸件电镀...
- 溢流槽和排渣包的规划,依据产品的结构,在模具动模或定模上规划排渣包,假如溢流槽和排渣包的规划以及排渣包......

联系传真:0769-85319799
联系QQ:2355266274
公司地址:东莞市长安镇新安社区增田村榄园路西和顺工业园B栋4号门

