


各种铝合金压铸非标定制





模具浇口套循环冷却规划:在模具
流道的梯形螺纹外径、螺纹长度根据模具架的厚度,线的两端保持10毫米螺纹槽宽度和深度一致的槽边缘的门口两个间隔不小于50毫米,浇口套内表面螺纹底部
的厚度不少于20毫米;模具浇口设置内孔- < 0。5毫米,加热至500 ~ 550 e后,配合浇口设置外径,冷却后到位,外置水套和R槽中心两个螺丝孔对应于局部加
工为冷却水。这使得水可以通过螺纹循环,冷却冷却效果,并确保浇口冷却和注射头冷却。
成型冷却的计划的一部分:在模具,模具组块背面与框架的相反玩<
12 ~ 14毫米的洞,深度根据模具成形的一部分在孔的底部形成外观不少于30 mm的规范,结合模具组块孔对面的框架做一个o形密封槽,密封冷却水,孔区域框架的
另一侧做螺纹孔内聚的水,水的工作< 8毫米铜管与加入外六角螺丝焊接,螺钉和螺丝孔上的穿孔和管连接;这种点式冷却和连接方案有利于模具修复和冷却系
统的修复;点冷却对模具的热平衡有良好的影响,可以减少模具表面和模具之间的温差造成的裂纹和裂纹。你也可以在模具滑块上做一些冷却。
产品运动和模具
类型的新规划方法。
使用移动芯滑块改变产品弹出的方向;习惯,按照模具计划腔感人至深的模具产品,浅固定模具型腔,实际生产过程中,产品顶出困难,简单的
产品变形,如果改变了产品模具后浅动态模型使用动态抽芯滑块模具抽芯的动态模型产品顶部是简单的产品,产品变形小。










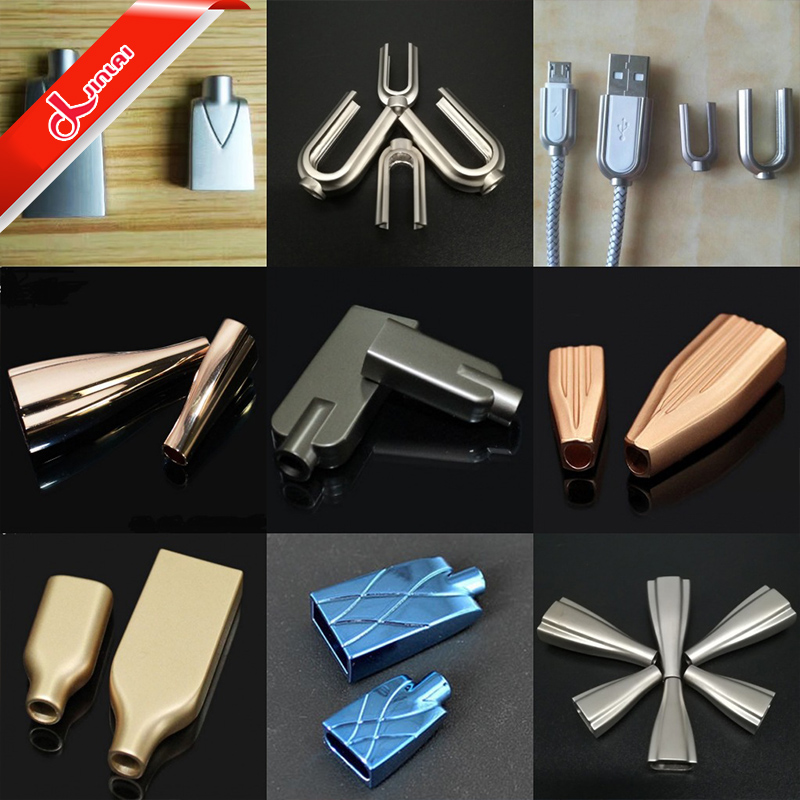
- USB外壳铝合金压铸加工
- 压力铸造压力为几百兆帕(即:在初始速度为0.5 ~ 70m/s时,填充时间非常短,通常为0.01 ~ 0.03s。高压和高速......

- 锌合金压铸 精密铸造 压铸加工 ...
- 通过压铸模具行业本身的努力,压铸模具专业水平在我国已达到世界先进水平,我国不仅成为压铸模具生产国,而......

- 锌合金压铸加工铝合金压铸件电镀...
- 溢流槽和排渣包的规划,依据产品的结构,在模具动模或定模上规划排渣包,假如溢流槽和排渣包的规划以及排渣包......

联系传真:0769-85319799
联系QQ:2355266274
公司地址:东莞市长安镇新安社区增田村榄园路西和顺工业园B栋4号门

