


承接五金外壳阳极氧化压铸件定制加工





1、铝的密度很小,可制成各种铝合金,如硬铝、超硬铝、防锈铝、铸铝等。
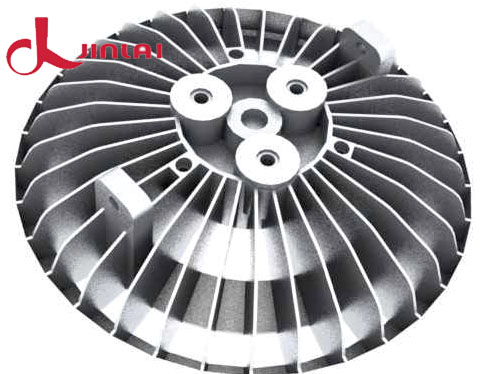
2、铝是热良导体,导热能力比铁大3倍,工业上可用铝制造各种热交换器、散热材料和炊具等。
3、铝有较好的延展性(它的延展性仅次于金和银),在100℃~150℃时可制成薄于0.01mm的铝箔。这些铝箔广泛用于包装香烟、糖果等,还可制成铝丝、铝条,并能轧制各种铝制品。
铝合金广泛应用于飞机、汽车、火车、船舶等制造工业。此外,宇宙火箭、航天飞机、人造卫星也使用大量的铝及其铝合金。
二、铝外壳的加工技术
1、内高压成形技术
内高压成形技术是近年才出现的一种成形新技术,并且是目前国际上的一个研究前沿。各种连接件根据其结构特点,既可以用内高压成形法一次成形,也可先用一般挤压方法制成型材,然后用内高压成形法矫形,通过内部加压和轴向加力补料把管坯压入到模具型腔使其成形。
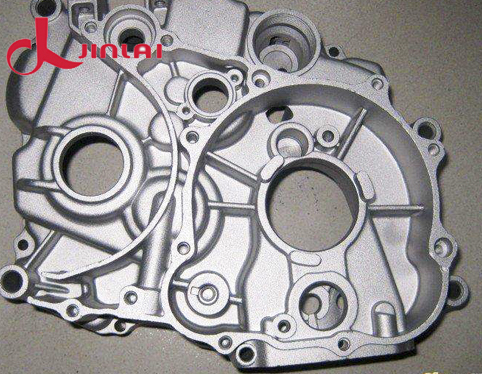
2、精密压铸技术
铝合金车身框架结构的连接件多用铸造成形,所用铸造方法以半固态压铸等一些先进的高精度压铸方法为主。
CNC加工的优点
CNC加工的优点有哪些?加工中定位基准怎么选择?以下是小编的解答:
1、加工质量稳定,加工精度高,重复精度高,适应飞行器的加工要求。
2、可加工常规方法难于加工的复杂型面,甚至能加工一些无法观测的加工部位。
3、大量减少工装数量,加工形状复杂的零件不需要复杂的工装。如要改变零件的形状和尺寸,只需要修改零件加工程序,适用于新产品研制和改型。
4、多品种、小批量生产情况下生产效率较高,能减少生产准备、机床调整和工序检验的时间,而且由于使用最佳切削量而减少了切削时间。
CNC加工中定位基准的选择:
1、定位基准面要尽可能统一,比如选择A作为定位基准来加工B,在加工C的时候也尽可能选择A,而不要选择B,以免产生累计误差;
2、如遇到交叉定位的情况,要设计夹具进行多基准定位,这样防止定位基准偏差的同时,也可以对前工序加工品质的状况进行检验,从而防止因前工序不良而造成的加工问题;
3、如果CNC加工中无法统一定位基准,且无法设计夹具或者治具进行多基准定位时,工艺人员要考虑到多基准、多工序、多次装夹而带来的误差放大效应,必须在关键工序的尺寸上进行公差收缩处理。











联系传真:0769-85319799
联系QQ:2355266274
公司地址:东莞市长安镇新安社区增田村榄园路西和顺工业园B栋4号门

