


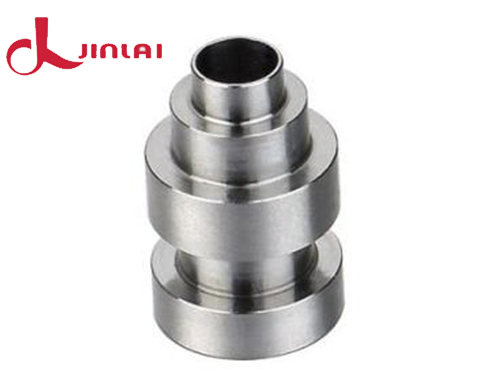
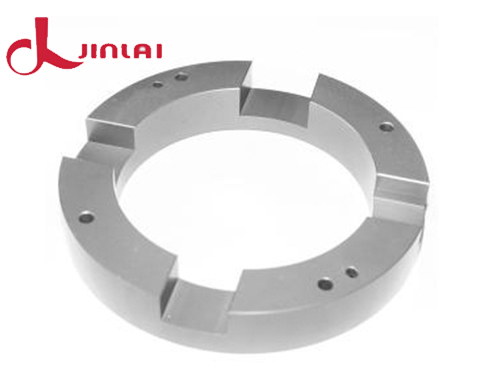
机械加工定做 精密零配件加工五金零件 cnc车床加工 铝合金加工





五金零件加工的刀具选择是数控加工工艺中的重要内容之一,不仅影响数控机床加工的效率,而且直接影响零件的加工质量。由于数控机床的主轴转速及范围远远高于普通机床,而且主轴输出功率较大,因此与传统加工方法相比,对数控加工刀具的提出了更高的要求,包括精度高、强度大、刚性好、耐用度高,而且要求尺寸稳定,安装调整方便,数控机床主轴驱动系统的特点介绍。这就要求刀具的结构合理、几何参数标准化、系列化。数控刀具是提高加工效率的先决条件之一,它的选用取决于被加工零件的几何形状、材料状态、夹具和机床选用刀具的刚性。
CNC铝合金加工
一、 铝(合金)残留物清洗后的漂洗和脱水
残留物清洗后(残留物彻底的清除),漂洗工艺至关重要,漂洗水一般采用工业纯水,没有配备纯水设备的,漂洗水也要求为洁净的清水,水质越纯净,防氧化效果越好;一般工业生产中漂洗的方式有:超声波漂洗、鼓泡漂洗、流水冲洗,溢流水浸泡漂洗等,铝(合金)加工件形状如板材、片材、柱体,可直接用流水冲洗,表面如有凹槽、花纹、盲孔需要进行2槽的超声波漂洗或3槽的溢流水漂洗,漂洗要求是比较严格的,是为了避免前处理过程中六价铬、三价铬离子残留的进入,而且复杂产品进入防氧化槽中前,要避免有残余的药液存在,长期如此,才能使溶液的寿命达到最佳状态;
漂洗干净铝(合金)加工件后,需要简单快速的脱水工艺,脱掉残留的漂洗水作用有两点:1、进一步减少前处理过程中六价铬、三价铬离子残留;2、防止带入过多的水份从而影响铝防氧化工作液的浓度;脱水的方式有:酒精脱水、工业气枪脱水,离心脱水等,表面有深凹槽、盲孔的铝(合金)加工件需要特别注意,凹槽或盲孔里的残留水需要彻底脱除。
二、铝(合金)防氧化浸泡
铝(合金)防氧化浸泡工艺中,铝防氧化工作液的容器材质一般要求为:塑胶、陶瓷、等非金属容器,深凹槽或盲孔件浸泡时,需要抖动排除凹槽或盲孔里的气泡,让铝防氧化工作液直接接触到铝金属表面,浸泡时间不同生产厂家,产品的工艺要求都不相同,浸泡时间一般为2—30分钟,,深圳市格森科技有限公司的铝防氧化保护剂,常温浸泡时间为8—10分钟,加温至65℃左右,浸泡时间为2分钟,如果是内置加热,加温管要求是铝质的,或者采用石英及聚四氟乙烯(特氟龙)加热管。











联系传真:0769-85319799
联系QQ:2355266274
公司地址:东莞市长安镇新安社区增田村榄园路西和顺工业园B栋4号门

